Since
the mid to late 70's, automation control users have desired to
combine the PLS and the PLC into one control. Interfacing absolute-position
encoders/resolvers directly to PLCs has been widely attempted with
limited success. The two obstacles to using PLCs for the PLS
function are:
-
Synchronization
of rapidly changing position data to the input scan of a PLC.
-
Slow scan time of a PLC.
The
lack of synchronization may result in misreading of the position
information occasionally. AVG Automation solved synchronization
problems for PLC users by inventing the PCHandshake module in
1978. An external PC-Handshake Module, however, negated the
concept of "one control box".
Even
though PLCs have been getting faster and faster, it is
inconceivable for a PLC to be able to handle the desired position
transducer data rates. For example, even a 5-ms scan time allows a
top speed of only 33 rpm for V resolution.
In
the early 1980's the state of the art in machine control was a
combination of a PLS for high-speed response and ease of set-up
and a PLC for control logic and intelligent networking.
It
was in the beginning of 1987 when the MacroPLS from AVG Automation
with its revolutionary system architecture and technology made the
industry's desire for "one control box" a reality~ The
MacroPLS is the first PLS with ladder logic and a math instruction
set. With direct high-speed resolver interface and 3K of relay
ladder logic repeatable to 100 ps, the MacroPLS was a giant leap
into the future.
|
 |
Principle of
Operation
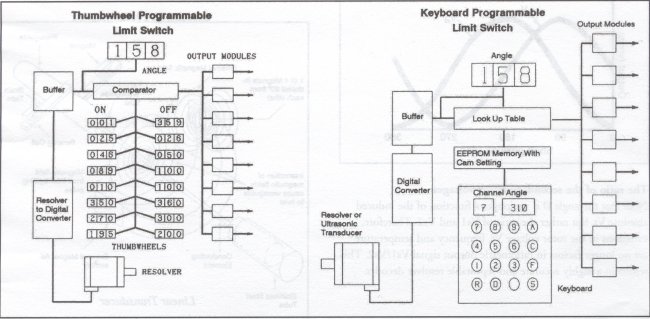
A PLS system consists of a position transducer mounted on a
machine's drive shaft and a programmable unit mounted in the
machine control panel. In AVG Automation's case, the position
transducer is a resolver, which produces analog signals
proportional to the shaft position. The position signals are
converted to digital format by an internal ratiometric tracking
converter in the programmable unit, displayed on the front panel
and compared to the dwell setpoints programmed into the PLS. When
the process cycle reaches these setpoints, outputs are turned ON
or OFF, to start or stop desired functions during the cycle.
The cam limits or dwells arc programmed into the PLS by thumbwheel
settings or simple keyboard entries right from the control panel.
No more climbing to the top of the press to make cam adjustments
which were not only tedious but also very time consuming.
Furthermore, with the PLSs, the finetuning can be done on the
fly.
PLSs
today offer many advanced features such as zero offset adjustment,
dynamic zeroing and programmable rate offset. Zero offset feature
allows the operation an easy way of aligning resolver zero to the
machine zero. Dynamic zeroing and ModZ allows modification of the
zero reference for selected channels independent of the actual
resolver position. Programmable rate offset, ROF, allows automatic
adjustment of set points to compensate for machine speed
variations.
The
AVG Automation microprocessor-based PLSs uses a patented DMA
technique employing look-up tables to achieve the fastest machine
operation in the industry: 20,000 setpoints in 85 µs.
|